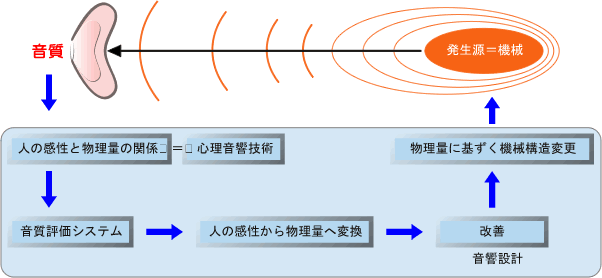
エアコンや冷蔵庫といった家電製品、コピー機等の事務機、自動車では基本性能の追求と同時に、低騒音化による快適性が求められて来ています。 従来、こうした機器の騒音評価には音圧レベルや音響パワー等の物理量が使用されておりましたが、 最終的な騒音の判断は人間の聴覚にゆだねられることから、評価にあたっては物理量と関係づけられた心理音響評価量が用いられるようになってきました。 心理音響評価量は、人間が聞いた時にどう感じるかを定量化したもので、音質評価量からどのようにしたらその音質を改善できるかを知る手がかりが得やすくなっています。 心理音響技術を使用して、機器の設計へとフィードバックして いく手法が、音響設計と呼ばれる方法です。
1. はじめに
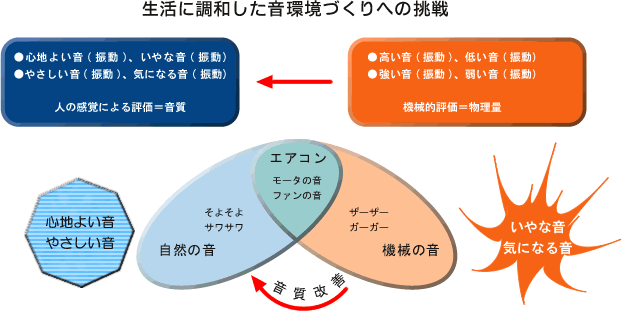
音質評価とは、心理音響技術を使用して、音を人による感じ方に合わせて定量的に解析する技術です。 従来の物理量に基づく機械的評価に対して、人の感覚に基づくこの音質評価技術は、これからの生活環境に人間性をプラスしてゆくと考えられます。 例えば、現在のエアコンは以前よりもだいぶ静かになりましたが、その音はまだまだ機械的です。 しかし、音質評価技術で音質を解析し、音の改良技術が進歩すれば、心地よく、やさしい自然の音に造りかえることも可能です。 音質評価技術は、この他にも、自動車などの乗り物や事務機器など、様々な分野へ今後の応用が期待できます。
2. 心理音響技術とは
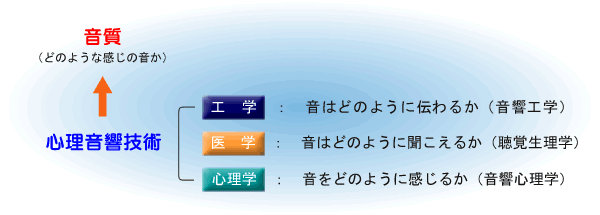
音質評価の基盤となっている心理音響技術は、工学、医学、心理学などの広い分野を駆使した技術であり、また、これからさらに成長する技術といえます。 例えば、心理音響評価のパラメーターといっても数多くあり、対象とする音によって使い分けたり、組合せたりして使いこなす技術が必要です。 特に、心理学については、人の嗜好や社会環境により感性に違いが出るなど、今後の研究課題が残されています。 しかし、これらは将来解決され、さらに実用化されていくと考えられます。

3. 音質評価の普及
心理音響技術に基づく音質評価は、はじめ自動車の車室内音を評価するために用いられました。
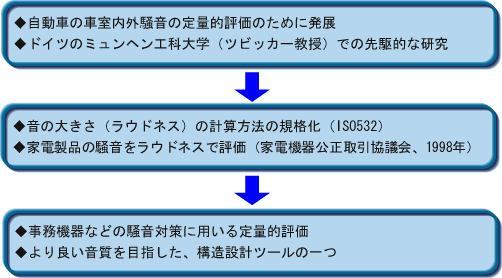
音の大きさの評価量であるラウドネスは ISO で規格化されています。また、自動車業界の他でも心理音響評価量が注目されています。 1998年には家電機器業界で騒音の表示に関する基準が定められ、騒音の表示には騒音レベルの他にラウドネスを用いるように記されています。 その他、事務機器業界などでも騒音対策に用いる定量的な評価量として注目されています。
学問としての心理音響技術は、次ページ表のように 1930 年代から研究されています。心理音響評価量の1つであるラウドネスは、先に述べたように ISO で規格化され(定常音のみ)、広く使われ始めています。
このラウドネスは様々な人達の研究が蓄積され、ドイツのツヴィッカーによって今のラウドネスにまで玉成されました。 その他の心理音響評価量の多くは比較的近年に考案されています。その多くがツヴィッカーの研究室と関係がある研究者によって提案されたものです。 現在もいくつかのパラメーターが研究されて おり、今後ますます発展して行く技術です。
| 1930 年代 | 純音ラウドネスの測定/ H. Fletcher, W.A. Munson |
|---|---|
| 1940 年代 | ラウドネスへの時間効果の測定 / W.R.Garner |
| 1950 年代 | 聴覚の生理学的研究の開始/ G. Bekesy 純音ラウドネスの再測定/ D.W. Robinson, R.S. Dadson ラウドネスの計算方法/ L.L. Beranek |
| 1960 年代 | ラウドネスの計算方法/ S.S.Stevens ラウドネスとマスキング/ E. Zwicker ラウドネスに及ぼす時間構造の影響/ E. Zwicker |
| 1970 年代 | ラウドネスの計算方法/ E. Zwicker シャープネスの提案/ G. Bismarck ラフネスの提案/ E. Terhardt |
| 1980 年代 | 変動強度の提案/ H. Fastle 好ましさの提案/ W. Aures |
4. 音の知覚(聴感)と音質評価システム
心理音響評価量は、人間の耳の構造や聴覚神経の働きを調べたり、たくさんの人間に聴感実験を行った結果から導き出されたものです。 聴感実験とは実際に人間に音を聞かせ、どのように感じたかをたずねて、その反応を調べることです。 人間は、その人の年齢や今までの経験、その時の体調や、温度など周囲の環境によって少しづつ音に対する反応が異なってしまいます。 そこで、たくさんの人間に何回も試験を行ってそれを統計処理することで心理音響評価量が求められてきました。
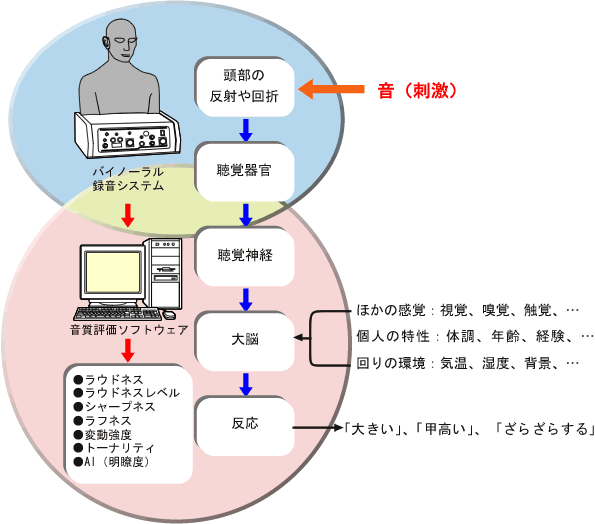
それでは、心理音響技術はなぜ必要なのでしょうか。 機器から発生する音は、従来、物理量(音圧レベル、騒音レベル、パワーレベル、1/3 オクターブスペクトル、FFTスペクトルなど)に基づいた評価・対策が中心でした。 しかし、実際に音を聞くのは人間です。 また、物理的な音の対策、一般的には物理量を下げる方向で行われますが、そこには限界があります。 もちろん、非常に高価で大きく、重い材料で覆うなどしてもよければ全く音を消すことも不可能ではありませんが、現実的ではありません。 それに音を無くすことが必ずしも心地よい環境を創り出すとは限りません。そこで、音圧などの物理量を単純に下げるのではなく、人間が聞いた時にどう感じるかを定量化したものが、 心理音響評価量と呼ばれるものです。 心理音響評価量は物理量と関係付けられていますので、音質評価量からどのようにしたらその音質を改善できるかを知る手がかりが得やすくなっています。 このようにして、機器の設計へとフィードバックしていく手法が、音響設計と呼ばれる方法です。
| 心理音響評価量 | 単位 | 解説 |
|---|---|---|
| ラウドネス | sone | 音の大きさ 定常音については ISO 532B で規格化 |
| ラウドネスレベル | phon | ラウドネスを対数表示 |
| シャープネス | acum | 甲高さ 低域と高域の音のバランスが高域側に偏ったときに感じる |
| ラフネス | asper | 粗さ感 ざらざら、ぶるぶる ラウドネスが短い周期で変動する時に感じる |
| 変動強度 | vacil | 変動感 滑らかさ感の逆 ラウドネスがゆっくりとした周期で変動する時に感じる |
| トーナリティ | tu | 純音感 音の中にどれだけ純音成分が多く含まれているかを表す |
| AI | % | 語音明瞭度 語音の明瞭性を評価するための評価量 |
音質評価をご理解いただくために、実際の解析例を紹介します。下図に示しているのは音の大きさが異なる 6つの機械音に対する分析例です。
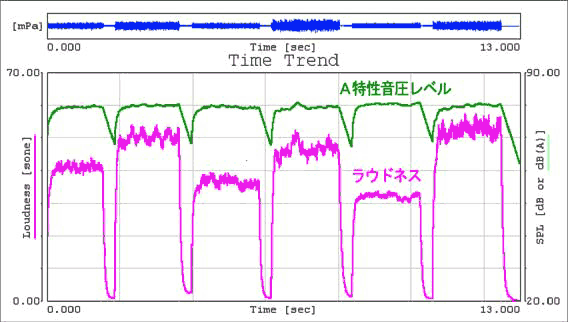
上側の線(緑色)はA 特性音圧レベル(騒音レベル)で分析したもので、6つの音は全て同じ値を示しています。 それに対し、下側の線(ピンク色)は音の大きさを示す評価量の「ラウドネス」で分析した結果で、6つの音の違いが現れています。実際にこれらの音を私達が聞いてみると、下側のラウドネスの結果と同様に音の大きさが それぞれ異なって聞こえます。この例からも、人間が聞いたときの音の大きさは A 特性音圧レベルのような、音圧のみに基づいた評価量だけでは評価することができないということが分かります。
次は、バイク 2台が順に通過する音です。
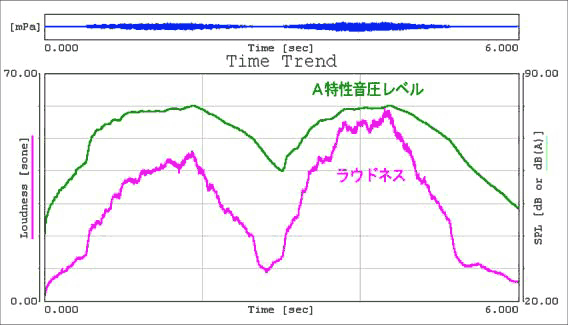
この音についても先ほどの例のように A 特性音圧レベルおよびラウドネス分析を行いました。
A 特性音圧レベル(騒音レベル)で分析した上側の線(緑色)では 2台のバイクの値が同じです。 それに対し、「ラウドネス」で分析した下側の線(ピンク色)では 2台目に通過するバイクの音の方が大きい値となっています。 実際にこれらの音を聞いてみるとラウドネスの結果と同様に 2台目の音の方が大きく聞こえます。
今度は、2つの機械音です。
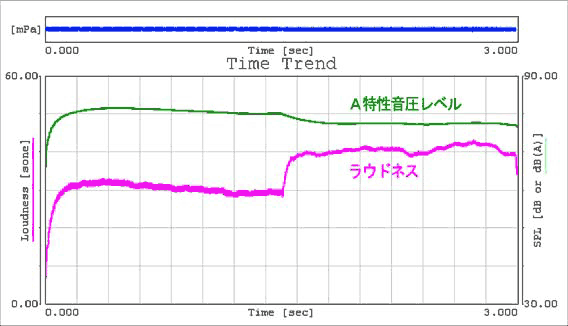
1 つ目の音よりも2つ目の音のほうが大きく聞こえます。しかし、A 特性音圧レベルを調べてみると後の 音のほうが値が小さくなっています。A 特性音圧レベルで評価した場合の大小関係と、実際に聞いた場合の大小関係が逆になることもある、という例です。
では、なぜ音圧の値と実際に聞こえる音の大きさが対応しないのでしょうか。