O-Solution 音質評価機能 OS-0525
人の聴感特性を考慮した音質評価
一般的に、機器から発生する音の対策・評価は、音圧レベル、FFT解析、1/3オクターブ解析などに基づいて行われます。
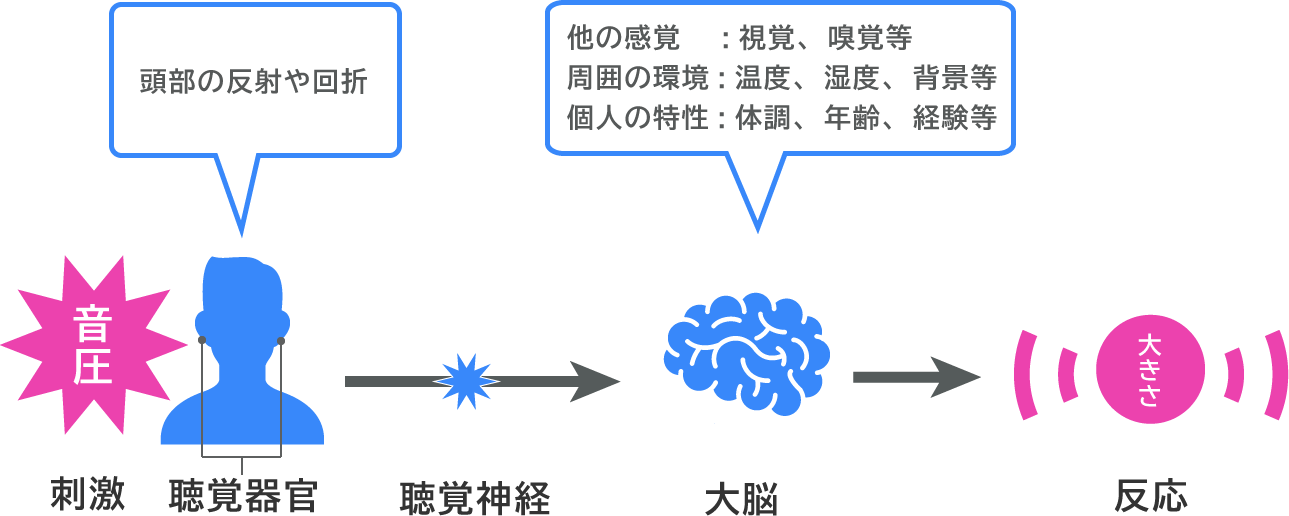
しかし、このような解析には人の聴感特性が十分考慮されておらず、同じ結果でも聴いた印象が異なることがあります。
また、人が音を聴くとき、"音の大きさ"、"鋭さ"、"ざらざら感"など、音に対するさまざまな感覚が生じます。
OS-0525 音質評価機能では、人の聴感特性を考慮し、音に対するさまざまな感覚に対応した音質評価指標を求めることが可能です。
対応規格
・定常音ラウドネス(ISO532-1)
・非定常音ラウドネス(ISO532-1)
・TNR/PR(ISO7779 Annex D)
音質評価指標
・ラウドネス[音の大きさ]
・シャープネス[甲高さ]
・トーナリティ
[純音感]
・ラフネス[濁り感]
・変動強度[変動感]
・TNR/PR[離散純音]
・CI(comfort index)※
※桑野園子* 先生の研究による音の評価量の一つで、「シャープネス値」と「A特性時間平均サウンドレベルの 1/10」を加えた値。 環境騒音、機械騒音の不快感と相関のよい例があります。 現在も適用範囲の検討がなされており、参考値としてご使用ください。
桑野園子*(工学博士) 大阪大学名誉教授 日本音響学会会長、日本騒音制御工学会副会長、国際音響学会副会長などを歴任
6つの機械音に対する分析例
ラウドネスとは
ラウドネス(音の大きさ)とは、主観的に感じる音の強さを表す感覚量(聴覚神経の興奮量の総和)を表し、1 kHz 40 dBの純音の音の大きさを1で定義して、他の音をこの何倍かという形で表現します。単位はsone(ソーン)です。
音質評価事例 機械音の比較
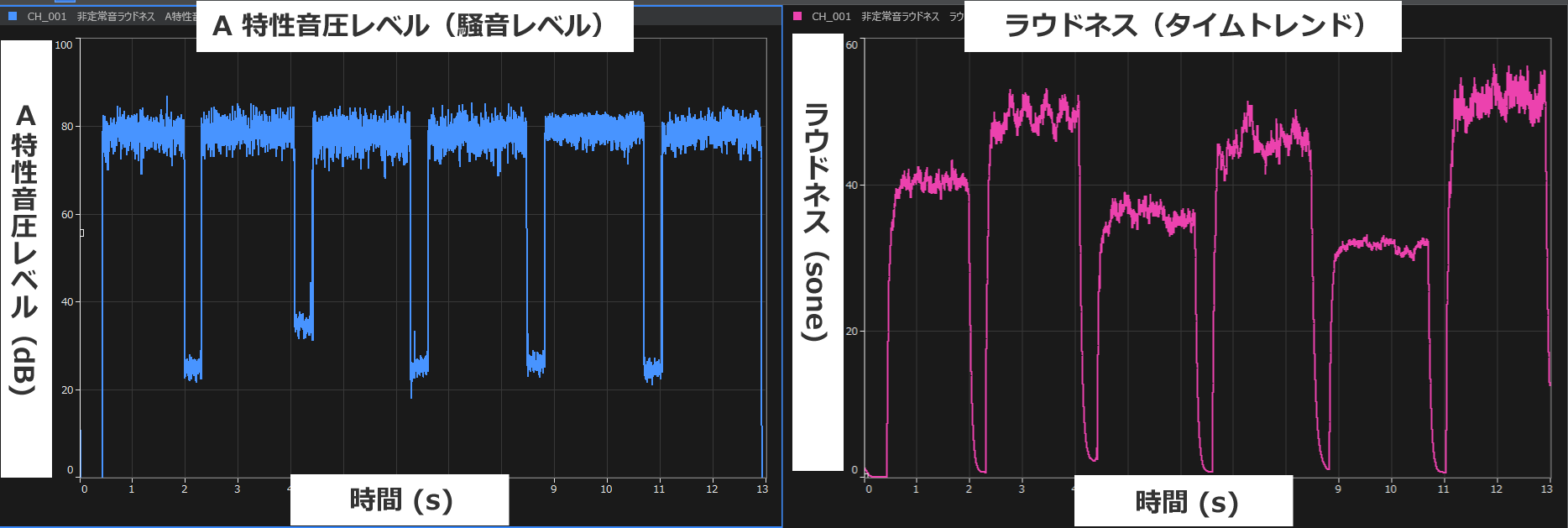
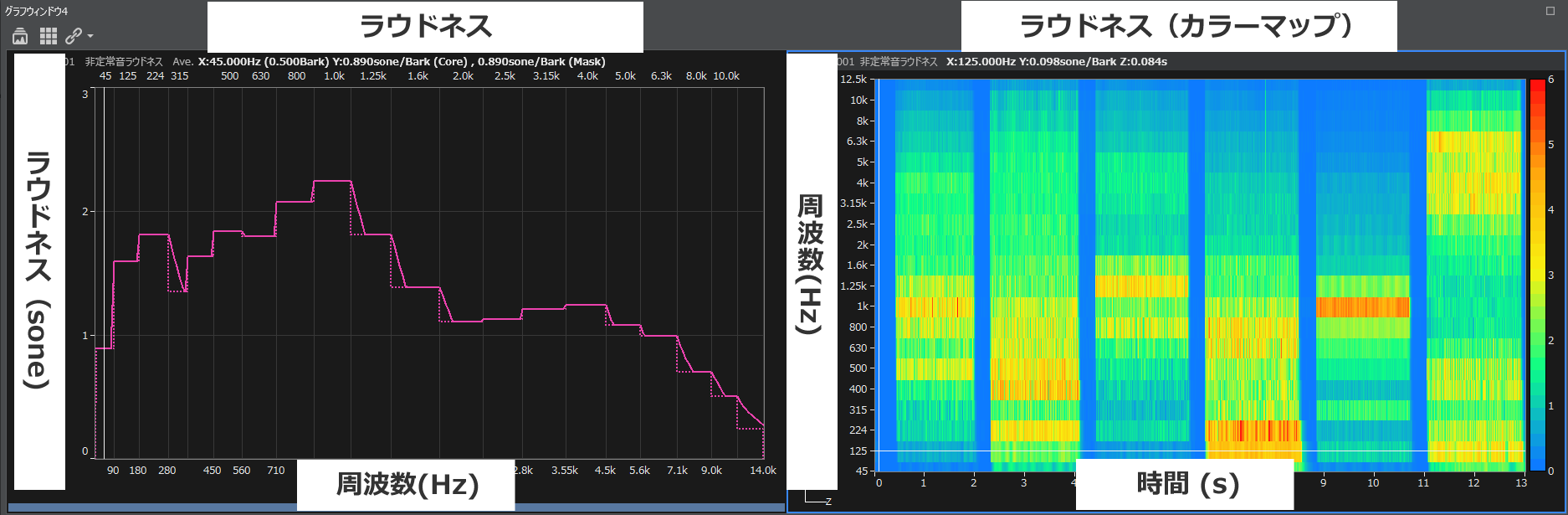
下図に示しているのは音の大きさが異なる6つの機械音に対する分析例です。左図(青色)はA 特性音圧レベル(騒音レベル)で分析したもので、6 つの音は全て同じ値を示しています。 それに対し、右図(赤色)は音の大きさを示す評価量の「ラウドネス」で分析した結果で、6つの音の違いが現れています。実際にこれらの音を私達が聞いてみると、下側のラウドネスの結果と同様に音の大きさが それぞれ異なって聞こえます。ラウドネスを用いることで、A特性音圧レベルのような音圧のみに基づいた量だけでは評価できない、人間が聞いたときの音の大きさの違いを評価できます。
| 型名 | 品名 | 数量 |
|---|---|---|
| OS-5100 | プラットフォーム | 1 |
| OS-0525 | 音質評価機能 | 1 |
|
※音を収録する機器(高機能騒音計、FFTアナライザーなど)が必要です |
||
※音が再生されます。音量にご注意ください。
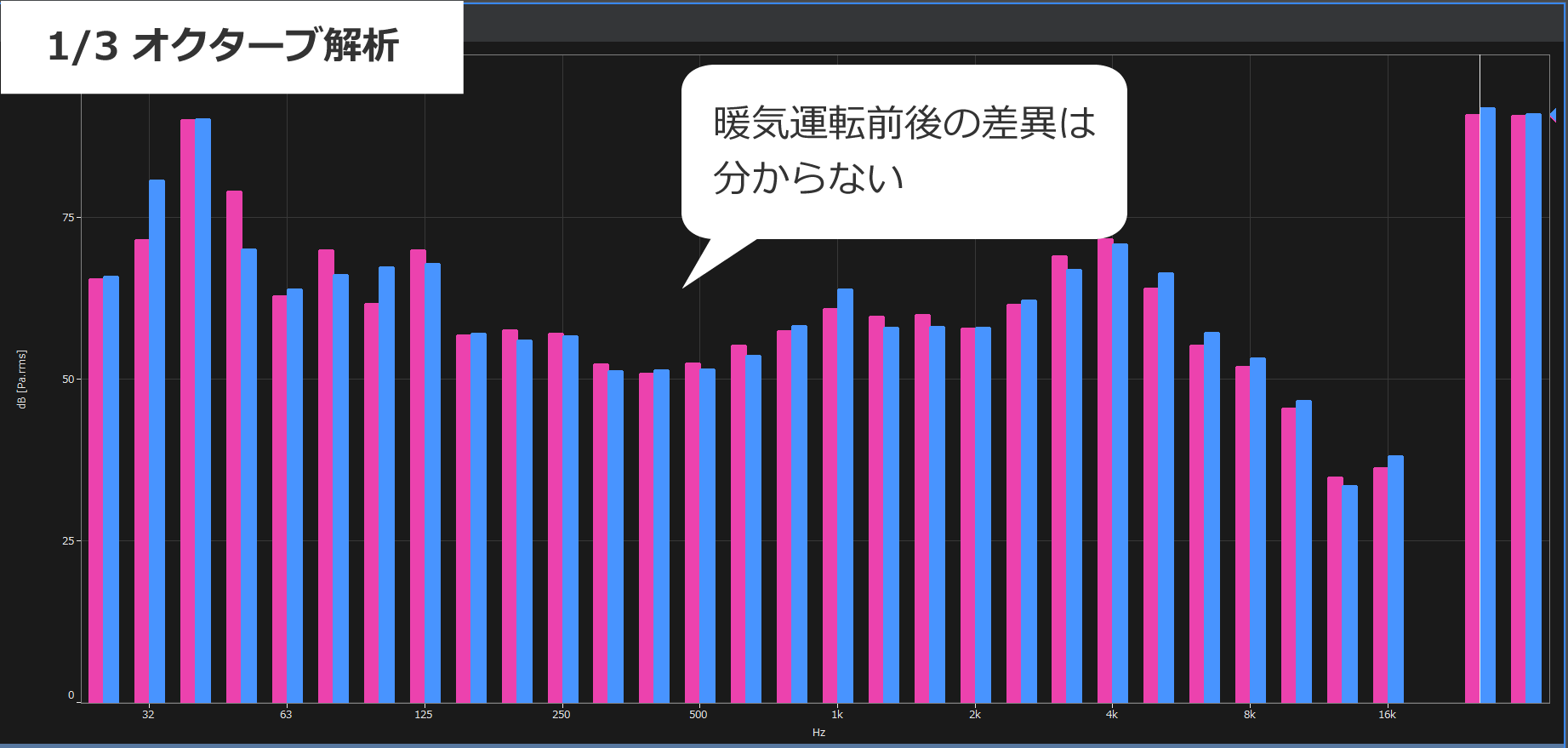
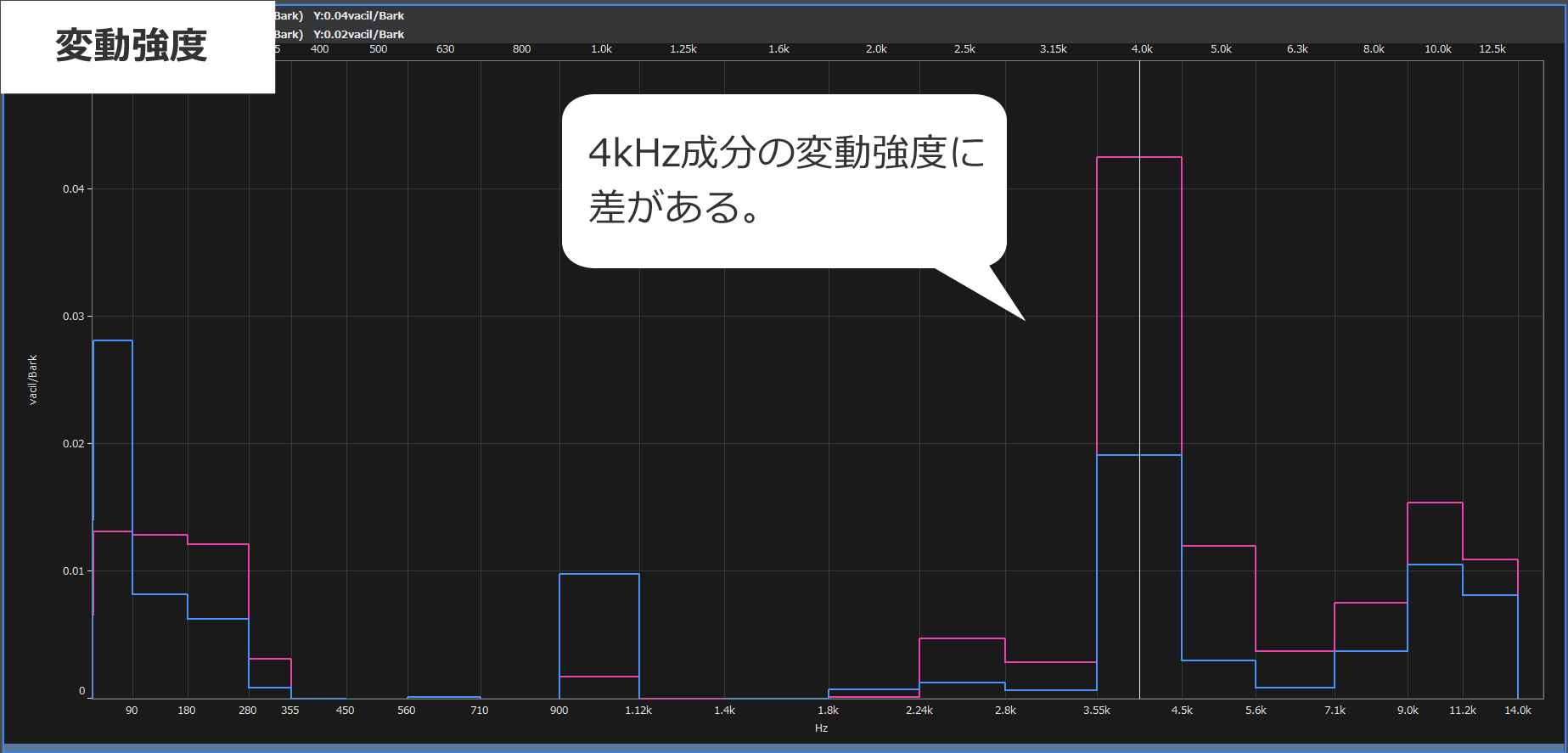
音質評価事例 見えなかったノイズが見えます
暖気運転前に時間変動ノイズが発生していても、暖機運転後(エンジンが暖まった状態)ではノイズは聞こえなくなるような場合、時間変動成分に着目した変動強度解析を行えば、オクターブ解析で見えなかったノイズの正体が見えてきます。
| 型名 | 品名 | 数量 |
|---|---|---|
| OS-5100 | プラットフォーム | 1 |
| OS-0524 | オクターブ解析機能 | 1 |
| OS-0525 | 音質評価機能 | 1 |
※音を収録する機器(高機能騒音計、FFTアナライザーなど)が必要です |
||

※音が再生されます。音量にご注意ください。

※音が再生されます。音量にご注意ください。
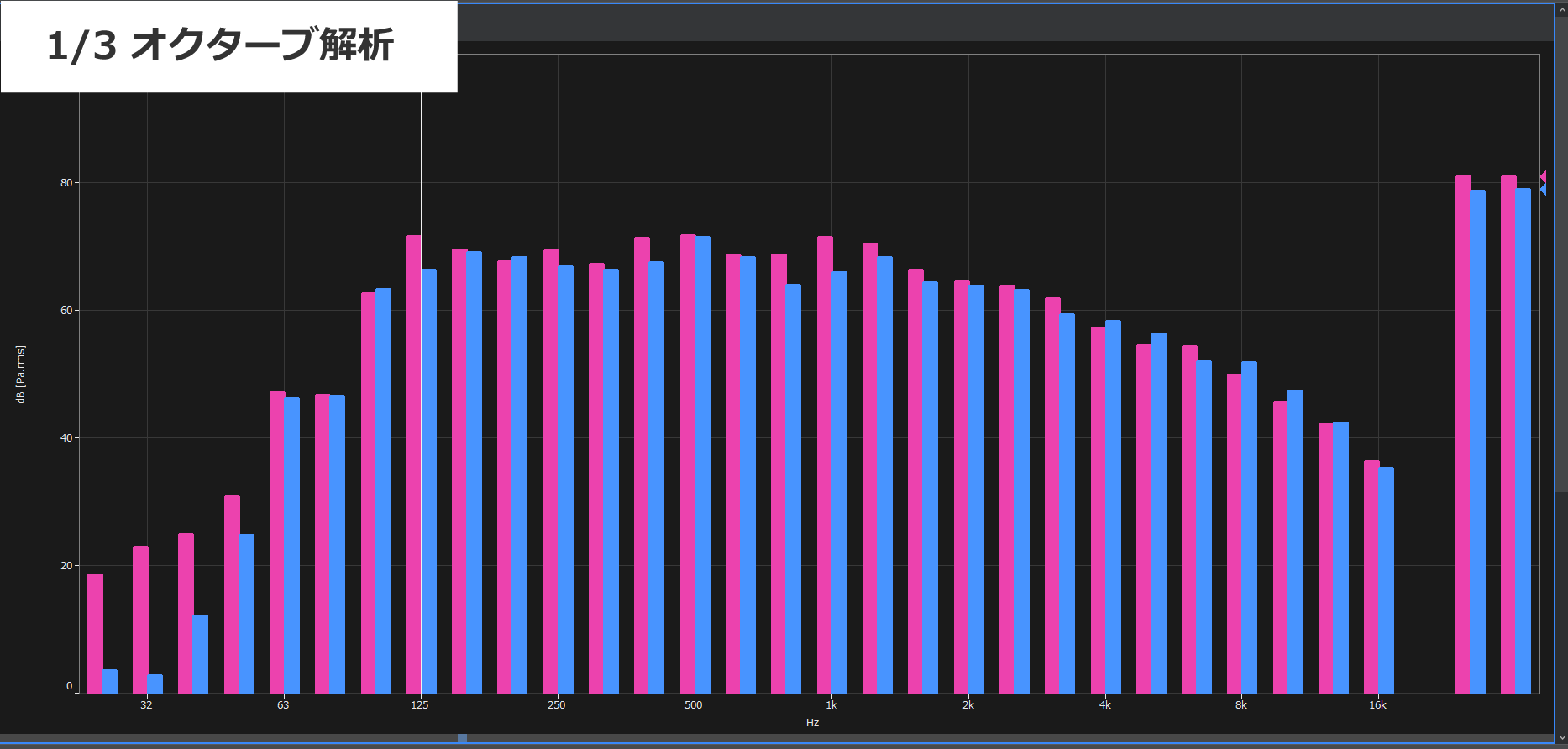
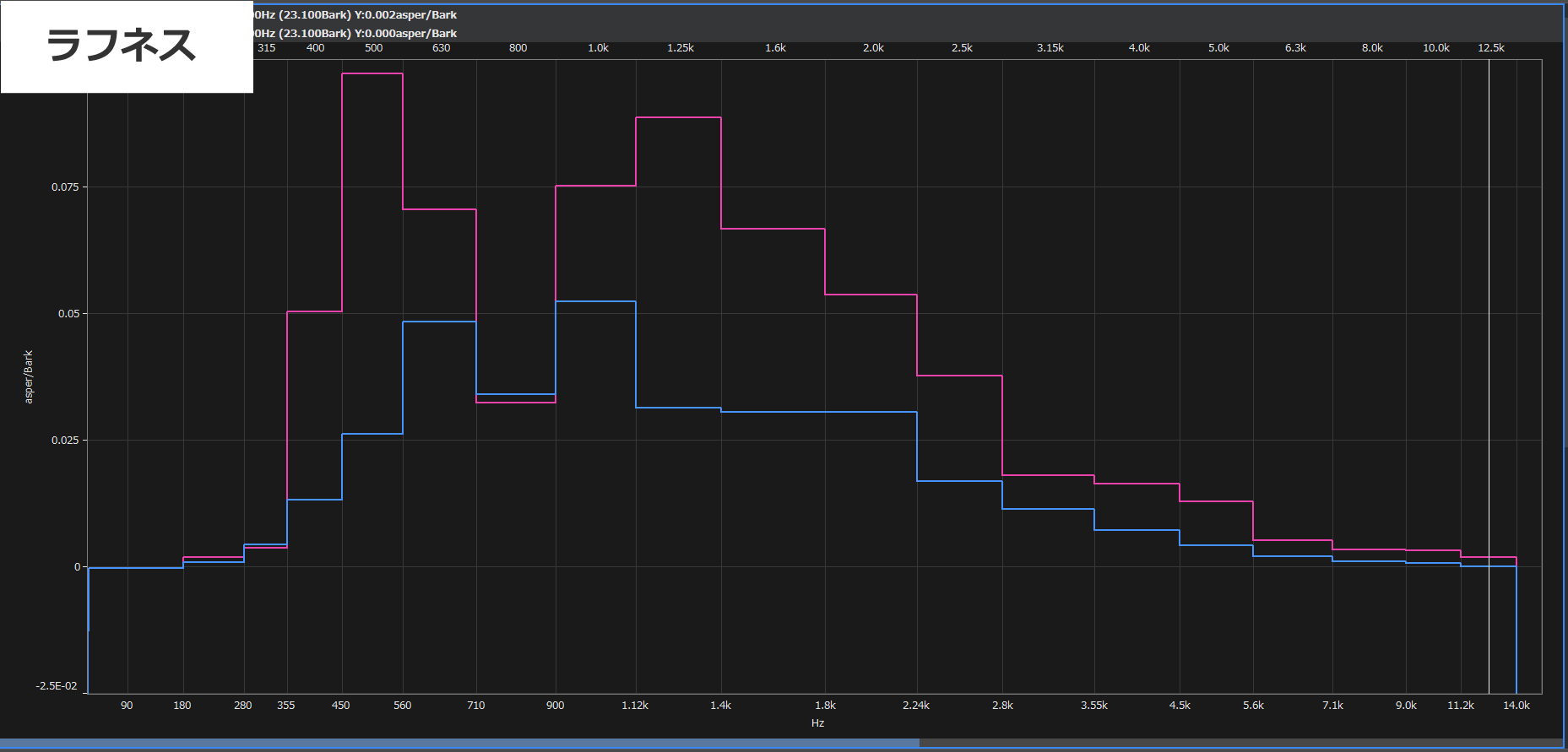
音質評価事例 掘削機音とシンフォニー音の比較
掘削機の音と、シンフォニー(ベートーベン、交響曲第5番第4楽章より)を比較します。 この2つの音は全く異なる音ですが、一般的に、音の評価に使われている1/3オクターブ分析を行った場合、下のデータの様にほぼ同様のスペクトルになってしまいます。そこで音の粗さを表すパラメーターであるラフネスを使ってこの2つの音を比較評価してみます。値が高いほど音の「粗さ」が大きいことを表しており、シンフォニーの音と掘削機の音の差を「粗さ」の差で明確にとらえることができます。
| 型名 | 品名 | 数量 |
|---|---|---|
| OS-5100 | プラットフォーム | 1 |
| OS-0524 | オクターブ解析機能 | 1 |
| OS-0525 | 音質評価機能 | 1 |
※音を収録する機器(高機能騒音計、FFTアナライザーなど)が必要です |
||

※音が再生されます。音量にご注意ください。

※音が再生されます。音量にご注意ください。
音質評価事例 モーター音の評価
モーターやインバーターによって発生する音は、純音成分を含むため、振幅が小さくても耳障りに感じやすい傾向があります。
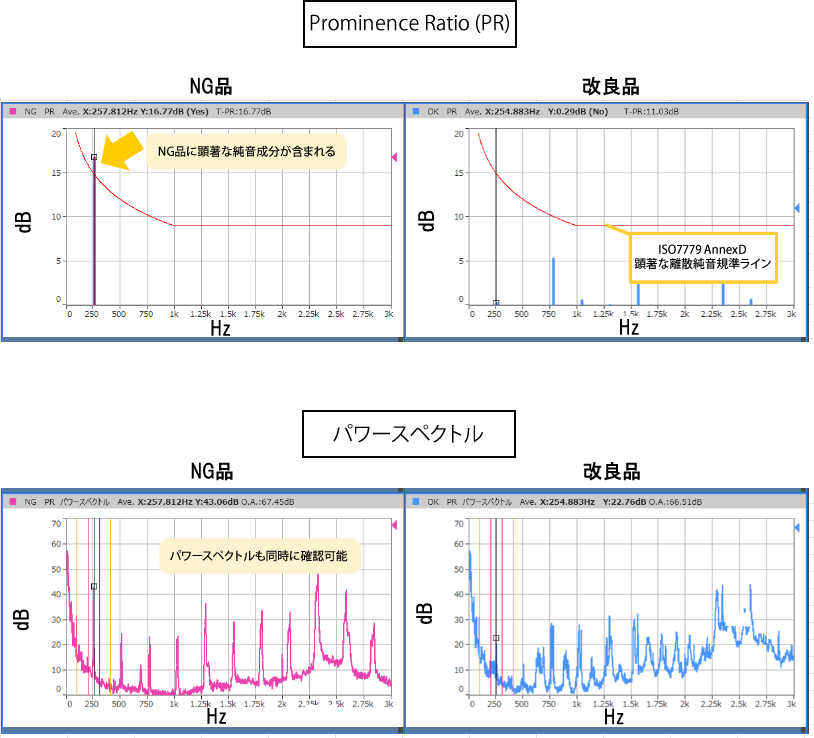
純音感を定量化する指標として、トーナリティ・TNR(Tone-to-Noise Ratio)・PR(Prominence Ratio)などがあります。TNR・PRを解析することで、問題となる純音成分の周波数を調べることができます。
以下はトーナリティとPRを解析した結果の一例です。2つのモーターの駆動音について、「ビー」という異音が気になるNG品と改良品のトーナリティとPRを比較すると、音圧レベルは同等でも、NG品のトーナリティとTotal-PR(PRの総和)の値が高いことから、純音性が高いことがわかります。
PRのグラフから、NG品の顕著な純音成分のPRの値やその周波数を確認できます。また、PRの値がISO7779 AnnexDの顕著な離散純音の規準を超えているかを確認することもできます。
| 音圧レベル | トーナリティ | Total-PR | |
|---|---|---|---|
| ■NG | 67.5dB | 0.9 tu | 16.8dB |
| ■改良品 | 66.5dB | 0.5 tu | 11dB |
NG品
改良品
※音が再生されます。音量にご注意ください。