e-見積り FFTアナライザー
ご利用上の注意 (Attention)
- 製品アプリケーション概算見積システムで表示される価格は日本国内での参考用の概算見積価格であり、納入条件などにより実際の見積価格とは異なる場合がありますのでご了承ください。 ご購入をご検討いただく場合には最寄りの 当社営業所または 代理店にご確認ください。
振動解析
v-1-1
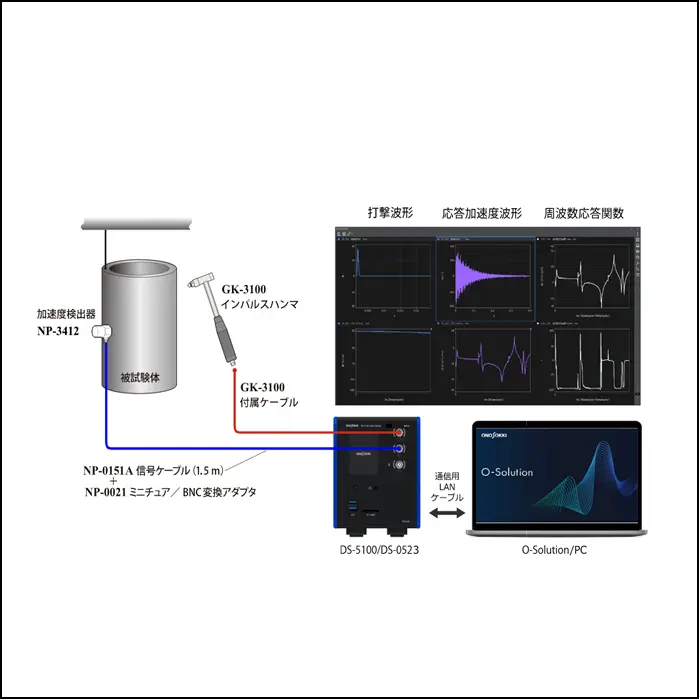
打撃試験による固有振動数と減衰比測定
v-1-2
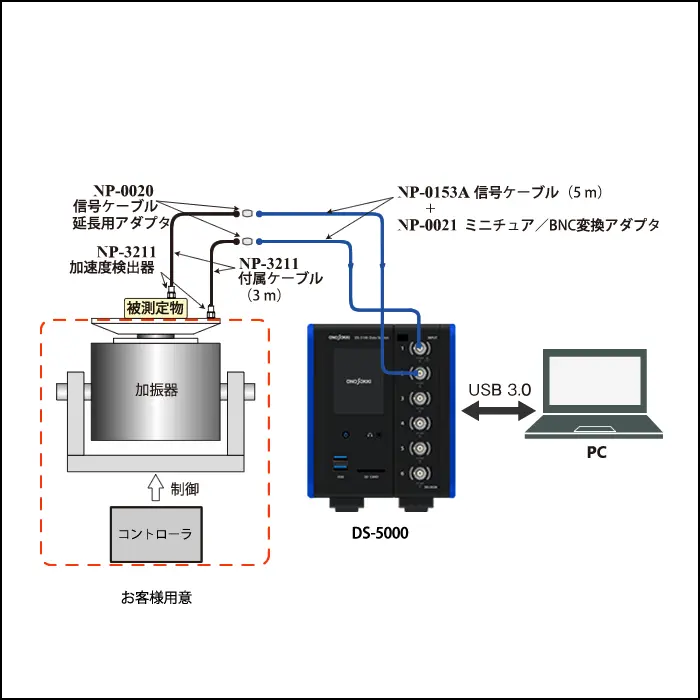
加振器コントローラからの内部信号により加振器をサインスイープして固有振動数を測定する
v-1-3
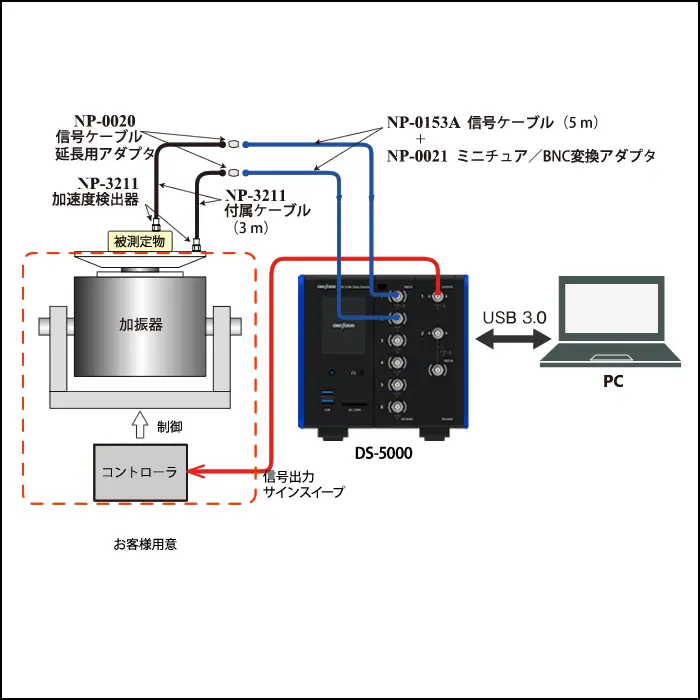
DS-5000の信号出力により、加振器をサインスイープして固有振動数を測定する
v-1-4
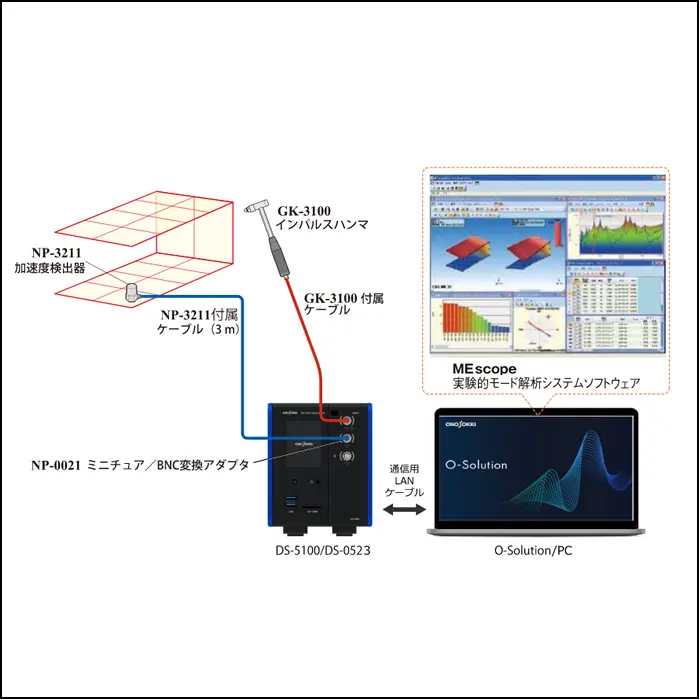
構造物のモード解析
音響解析
S-1-1
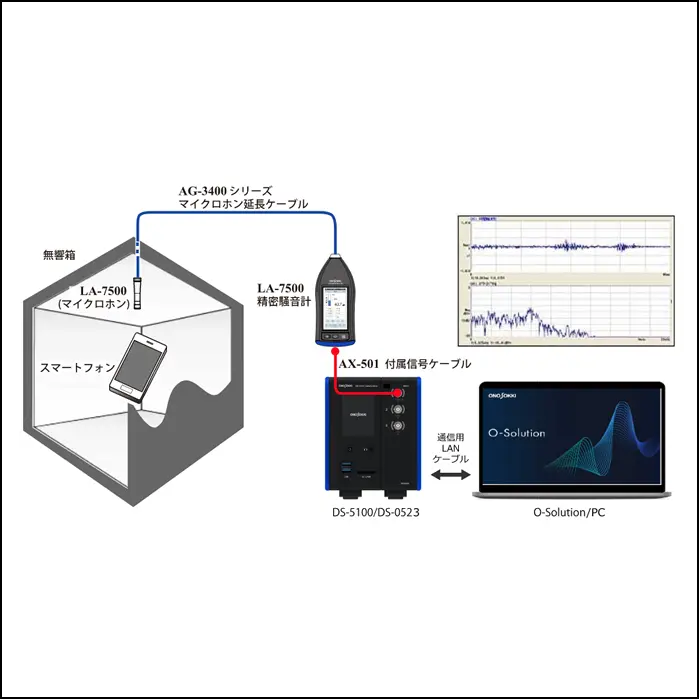
スマートフォン/ 携帯電話の音分析
S-1-2
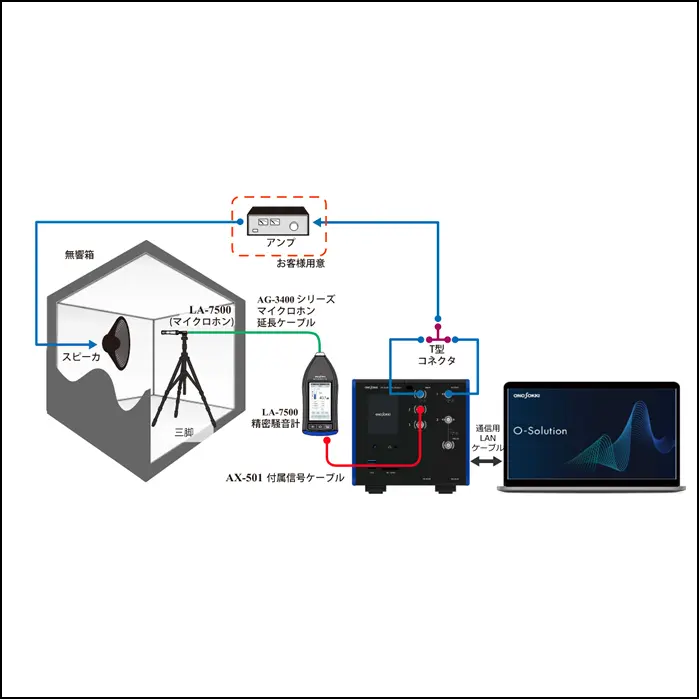
スピーカの周波数特性・高調波ひずみ測定
S-1-3
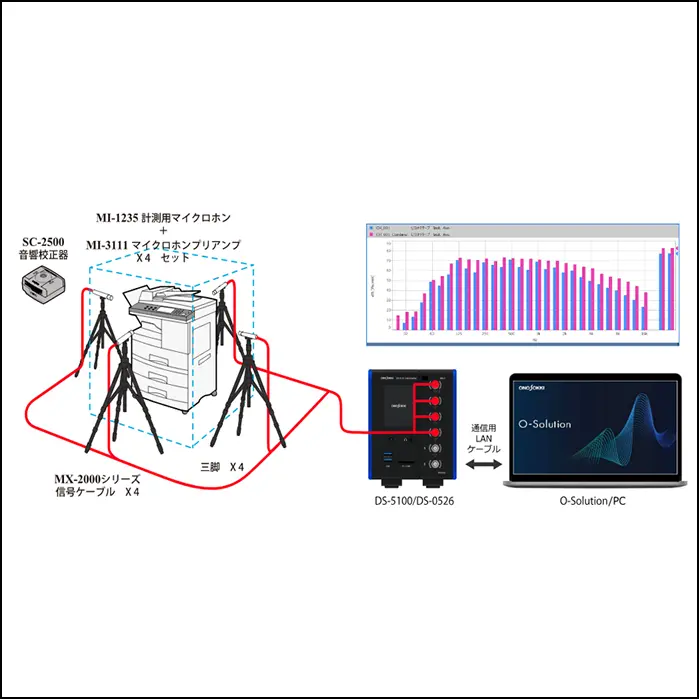
OA機器や家電商品の騒音オクターブ分析
S-1-4
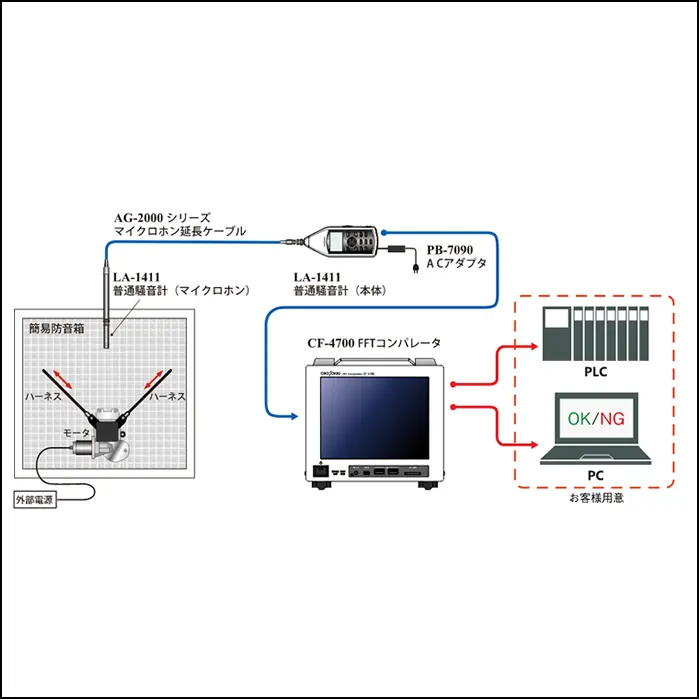
自動車スライドドア用ハーネスの巻き取り音による品質検査
トラッキング解析 / 変動・アンバランス解析
T-1-1
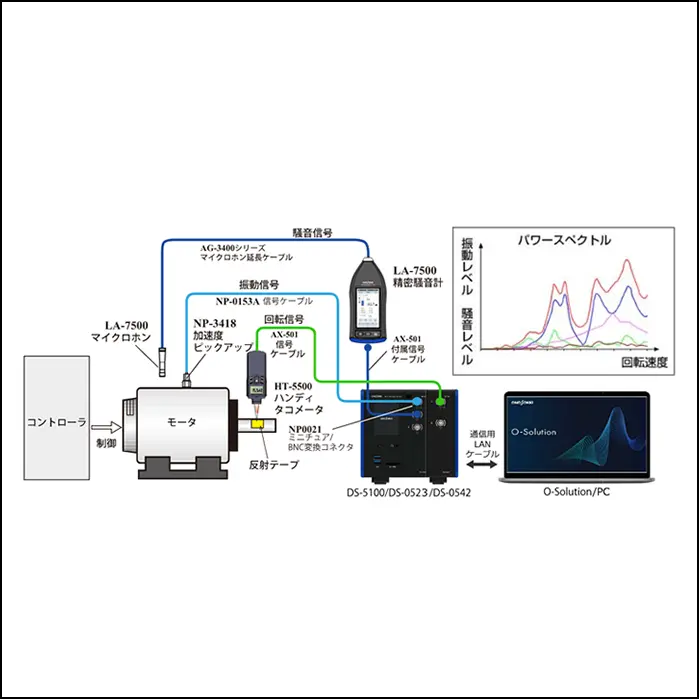
回転体の振動と騒音をトラッキング解析
F-1-1
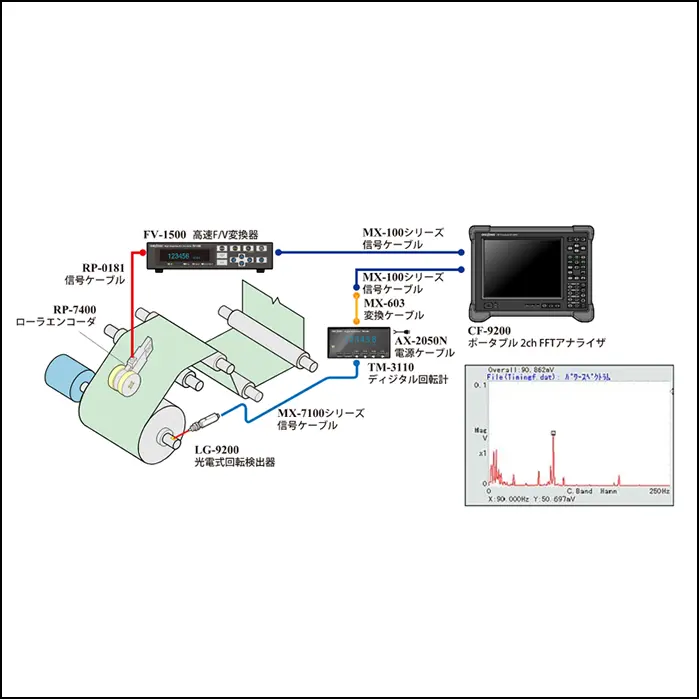
製紙、フィルムなどの製造ラインの速度ムラ解析
F-1-2
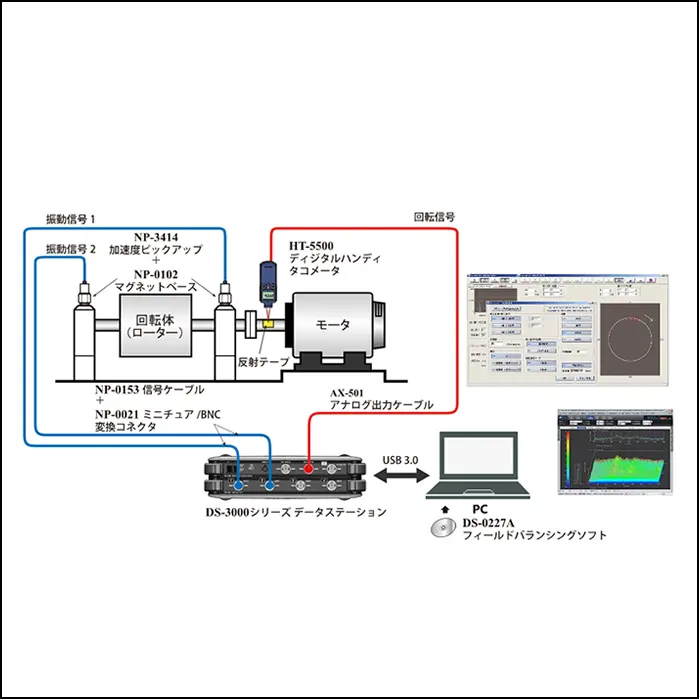
回転体のアンバランス修正(フィールドバランス)
良否判定・品質管理 (パソコン、シーケンサ等を使用して)
Q-1-1
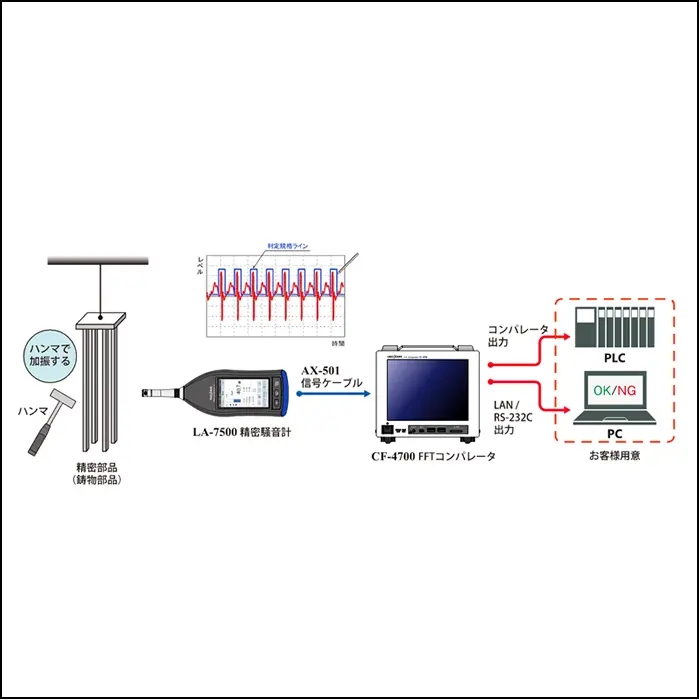
金属部品を加振し、その時の打音から良否判定を行う
Q-1-2
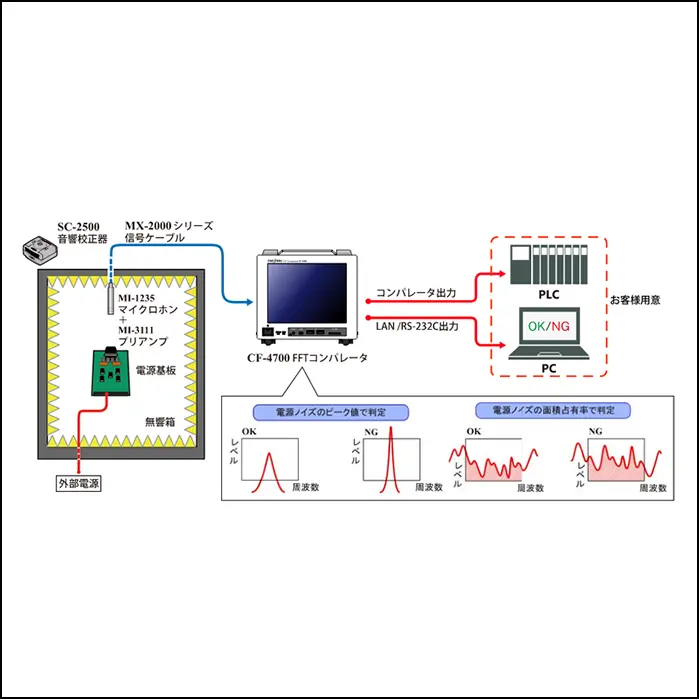
電気・電子機器用電源基板を生産ライン上で発生ノイズから良否判定を行う
Q-1-3
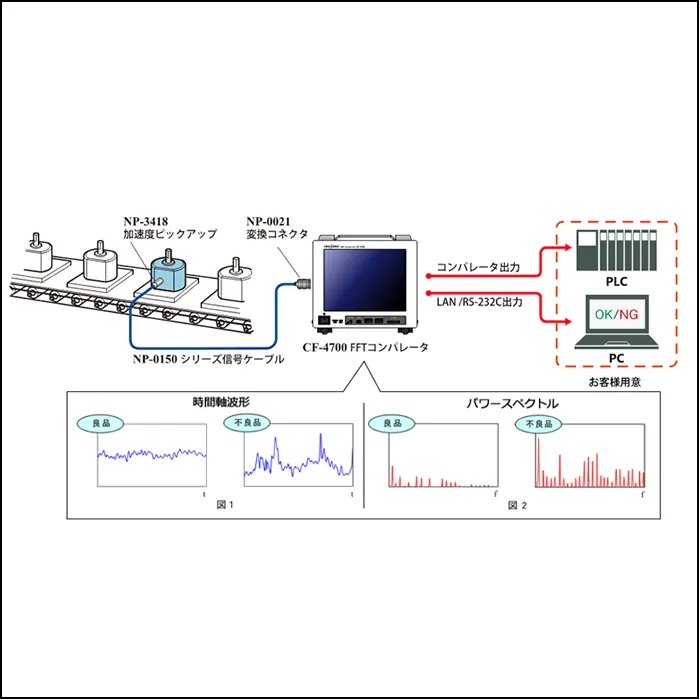
モーターの検査ラインで良否判定を行う
Q-1-4
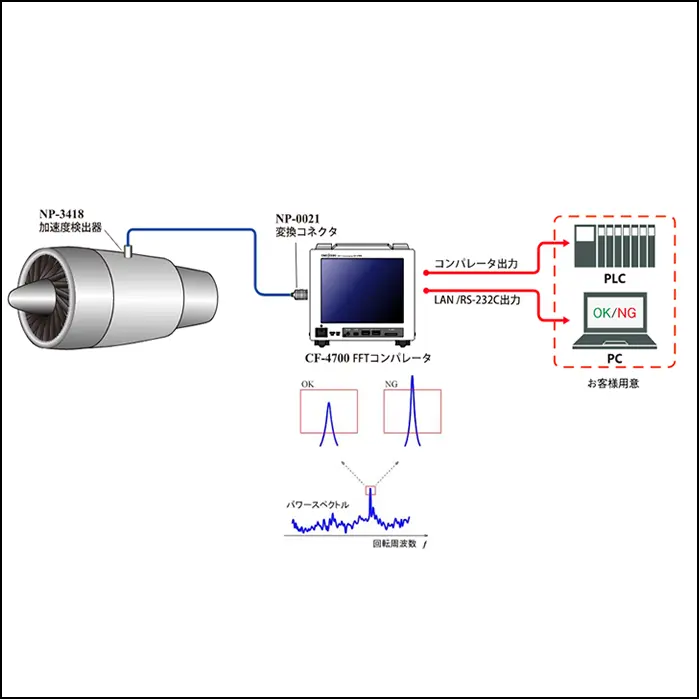
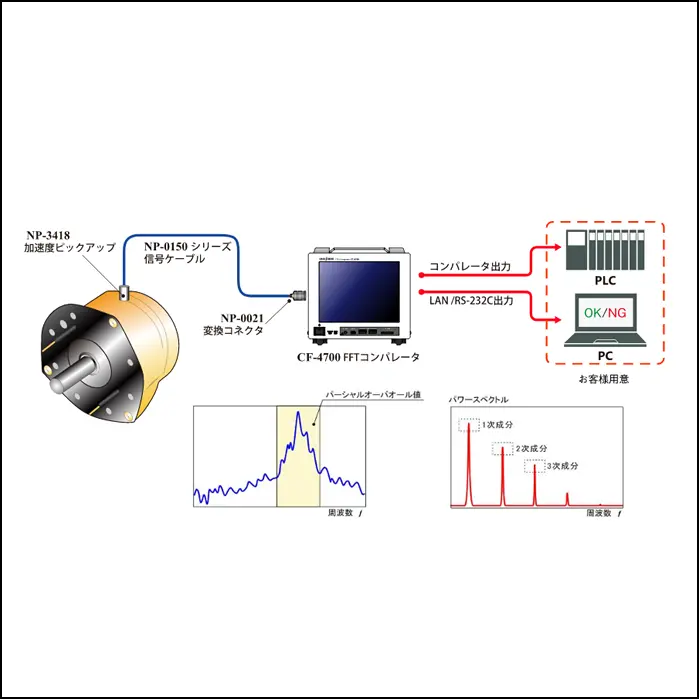
ターボファンの回転アンバランスに起因する振動量を判定する
Q-1-5
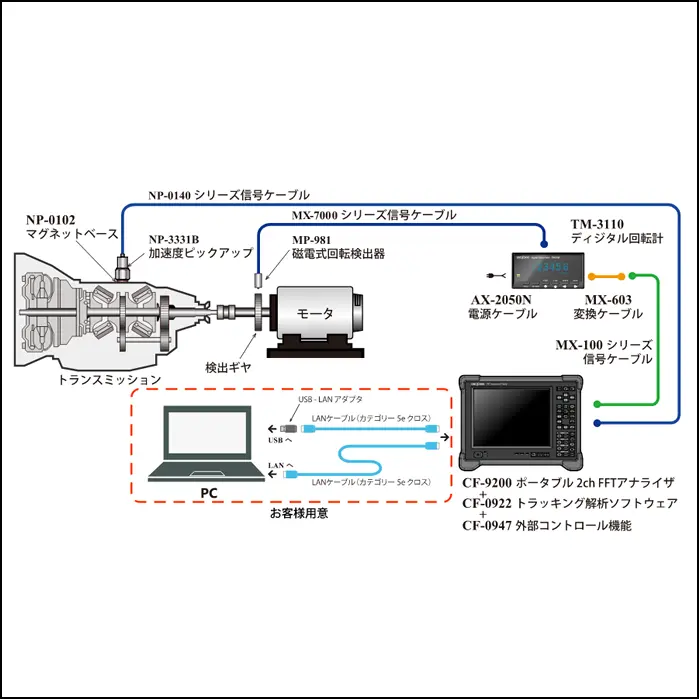
トランスミッションユニットを回転トラッキング解析しLAN 経由でパソコンにて品質管理
Q-1-6
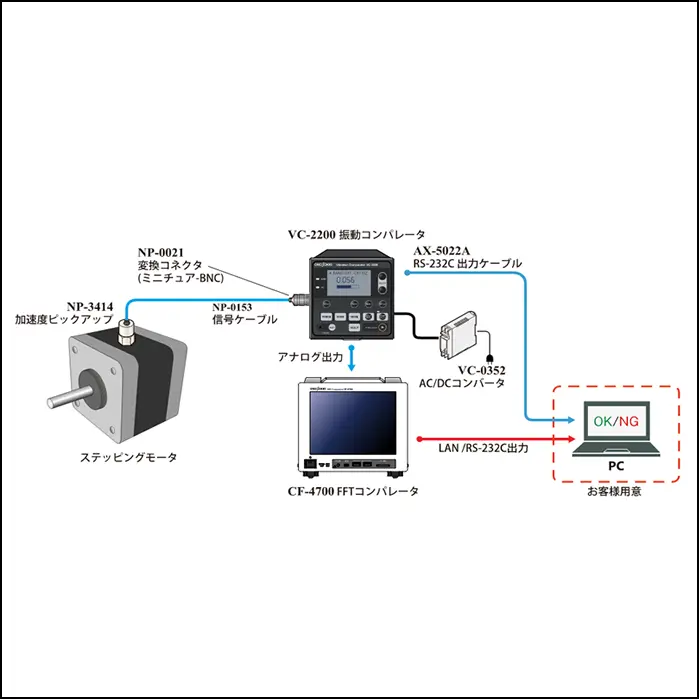
ステッピングモーターの品質管理(振動レベル値+周波数スペクトルの統計処理)
Q-1-7
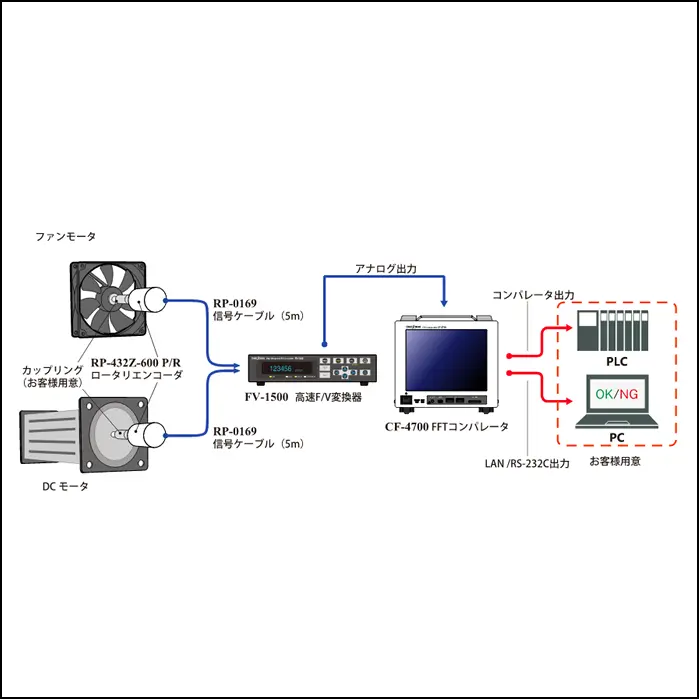
DCモーター/ファンモーターの回転ムラからの品質管理
Q-1-8
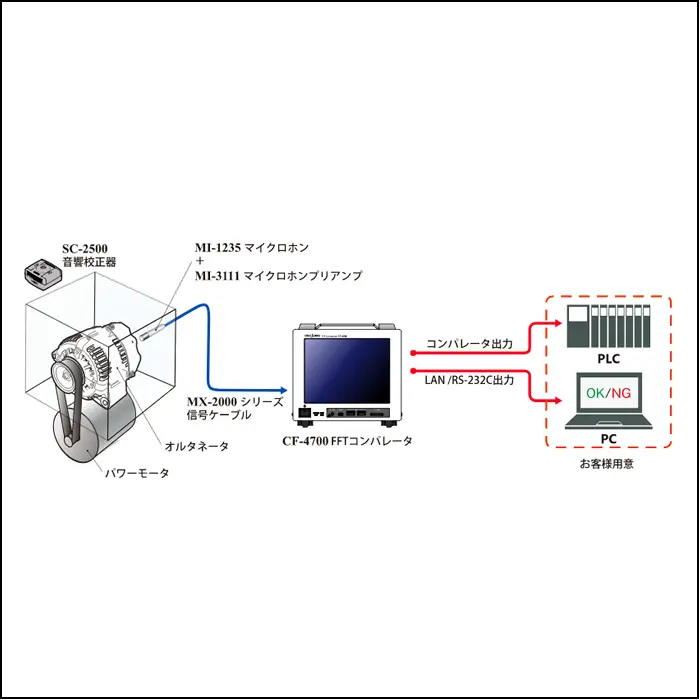
オルタネータの振幅変調音(うなり音)からの品質管理
Q-1-9
ABSモーターの品質管理
Q-1-10
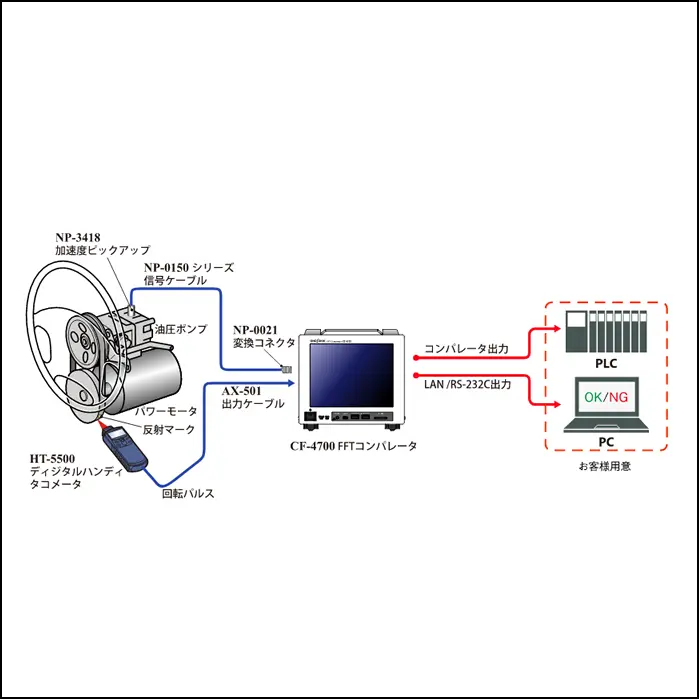
パワーステアリングポンプの品質管理
その他(特殊用途)
O-1-1
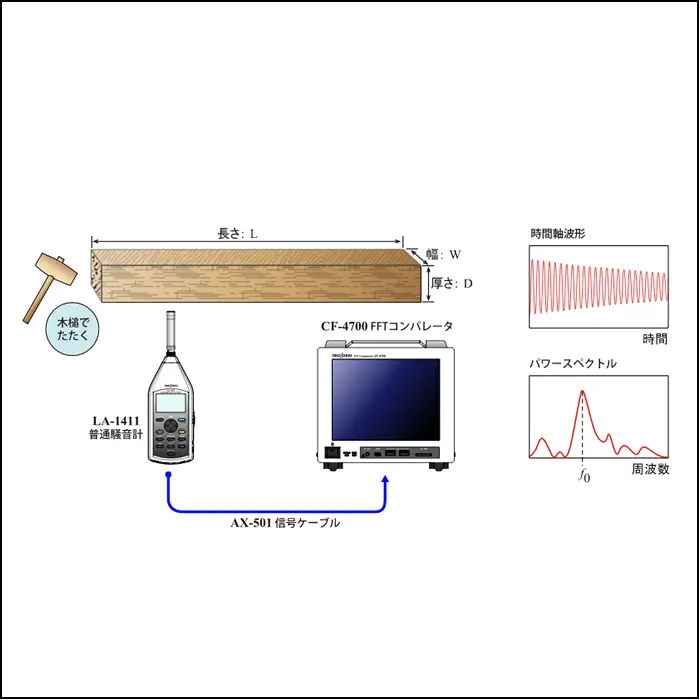
木材のヤング率を測定する
O-1-2
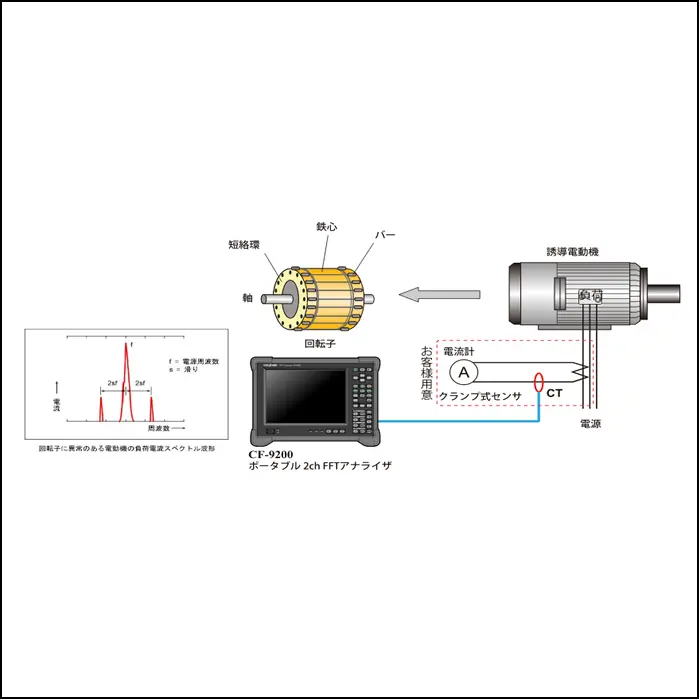
かご型誘導電動機用ローター・バー切れ診断
O-1-3
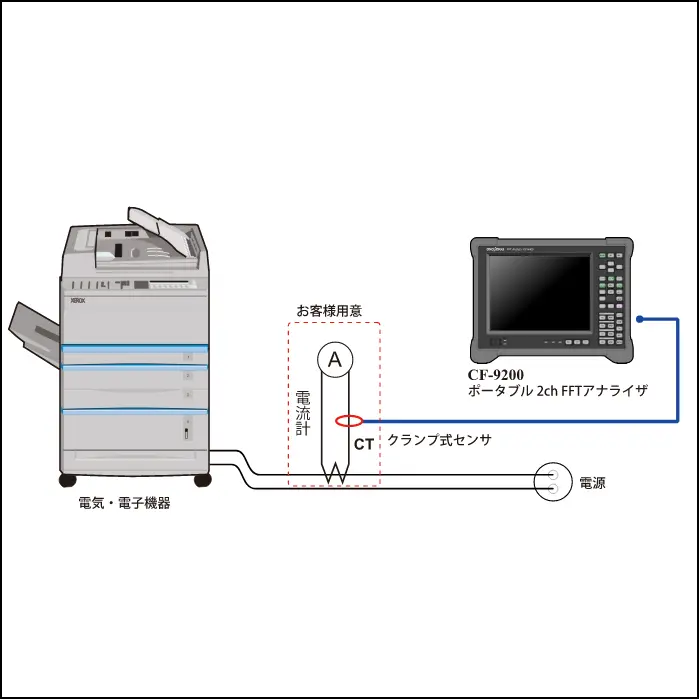
電気・電子機器に流れる電流高調波成分の測定・評価
O-1-4
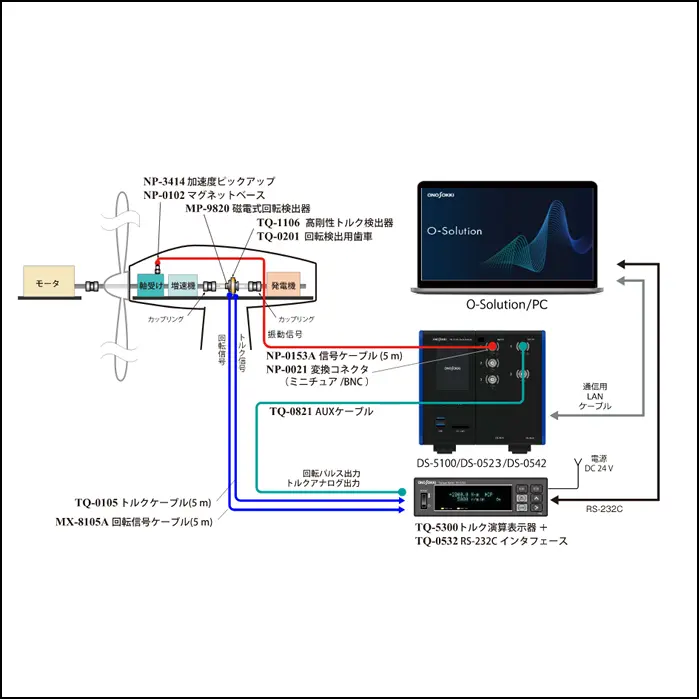
風力発電(またはダイナモ)でのコギングトルクと軸受け振動の同時測定・解析
O-1-5
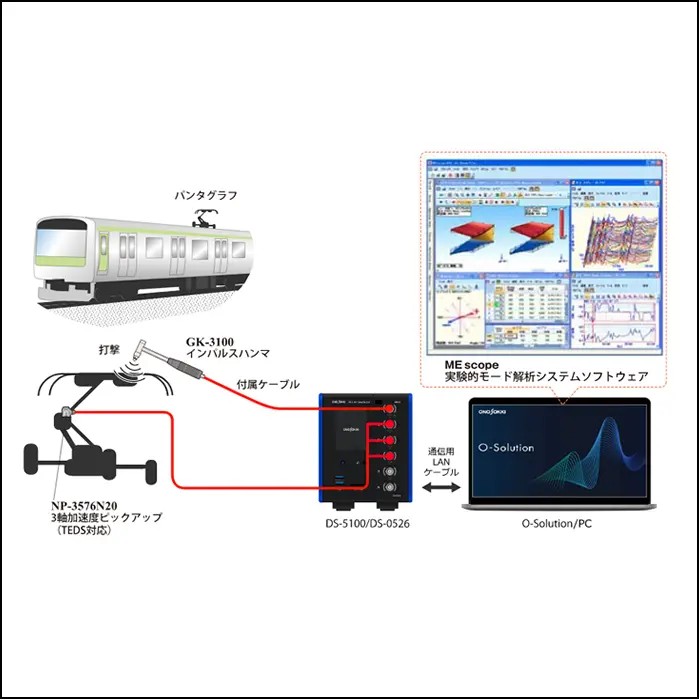
パンタグラフの実験的モード解析
O-1-6
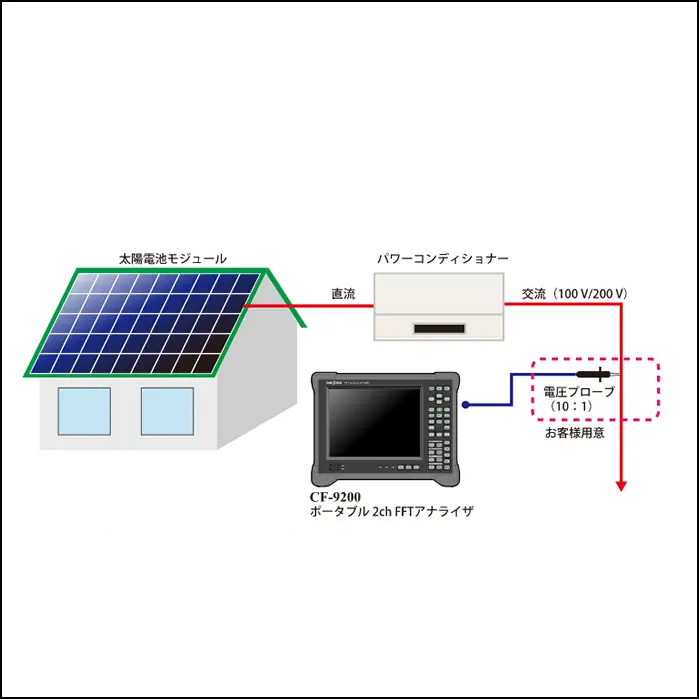
太陽光発電パワーコンディショナー高調波測定・解析