
![]()
![]()
![]()

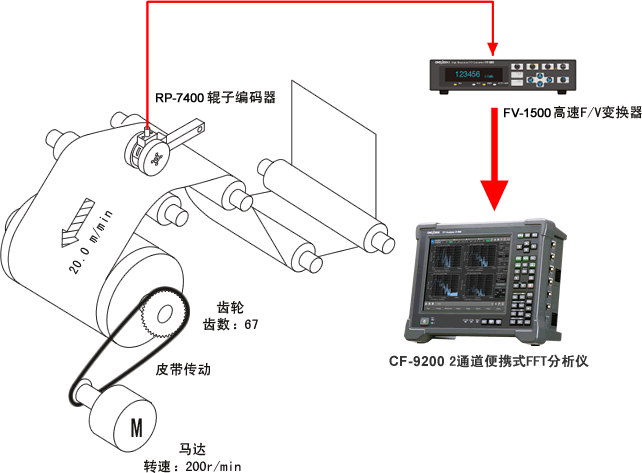
卷缠管子、磁带及产业用薄膜等的卷缠圆辊上若发生旋转不均匀性,对其产品质量有重大影响。本例中,为了评价卷缠圆辊的旋转不均匀性与产品质量的相互关系,分析卷辊的旋转不均匀(速度变化率)。
测量是RP-7400辊子编码器(线速度计)将辊子直接与被测物接触,检测被测物的线速度,用FV-1500高速F/V变换器进行运算,将其输出信号输入CF9200便携式FFT分析仪中,对速度变化输出进行频率分析,求出速度变化率。
机器构成
| 型号 | 品名 | 备注 | |
|---|---|---|---|
1 |
CF-9200 | 2通道便携式FFT分析仪 | 进行频率分析,求出定时皮带的速度变化部分 |
2 |
FV-1500 | 高速F/V变换器 | 把脉冲周期时间换算成频率,输出与输入频率比例的电压值 |
3 |
RP-7400-1200 P/R | 辊子编码器(线速度计) | RP-7400辊子编码器(线速度计)将辊子直接与被测物接触,检测被测物的线速度或被测物的长度。辊子外周是200mm,每转的脉冲数为1200P/R。 |
说明
RP-7400辊子编码器的外周是200mm,每转的脉冲数为1200P/R。
RP-7400辊子编码器和FV-1500高速F/V变换器连接使用时,对于每转200mm能测量1200次的转速变化。另外,FV-1500可以显示输入频率的数字值。
可以把门时间、速度和计数值(显示值)算出来如下;
|
C : 计数值(显示值) |
门时间设为T = 1 s时,则当V = 20 m/min时,由上式知,FV-1500的数字显示为2000,可以用每分钟的速度变为20.00。
另外,使用FV-1500的偏差输出功能,例如将平均速度设为20 m/min (此时,频率为 2000 )时,对于20 m/min 的±5 % ,能够输出±5 V的信号,这就把速度变化率以电压信号输出,该输出电压也能高速响应。
分析数据例
File (Timingf.dat): 功率谱
这一分析数据,是将驱动源马达的转速用定时皮带减速后变成下述规格后的旋转辊子的转速变化,用上述仪器构成进行测量,分析的数据。
马达转速 |
200 r/min |
| 旋转辊子的转速 | 80 r/min |
| 定时皮带的齿数 | 67 |
| 辊子送进速度 | 20 m/min |
由该分析数据,可以读出下述数值。
要点
Revised:2006/09/19