お客様視点で、新価値商品を

![]()
お客様視点で、新価値商品を
![]()
![]()

家電製品や自動車など、私たちの身の回りの様々な製品・機械には駆動源としてモーターが組み込まれています。モーターは、製品・機械の重要構成部品として、製品・機械の性能向上のために高性能化 ・高効率化や、小型・軽量化 がはかられると同時に、環境面や快適性の面からの低振動・低騒音化が求められて来ています。
しかしながら、現在使用されているほとんどのモーターにはトルクむらと呼ばれる問題があり、これが高効率化を妨げると共に、振動・騒音を発生させる原因となっています。 そして、この問題の発生要因の一つとしてコギングトルクと呼ばれる現象ががあります。コギングトルクとは、モーターの構成部品である鉄心と永久磁石の作用によって、電流が流れていないときでもコツコツとした抵抗として感じられるものです。 このコギングトルクを減らすことによって、モーター出力の効率化と騒音・振動の低減を図ることが出来るため近年モーター性能を計る重要なファクターとして注目されています。
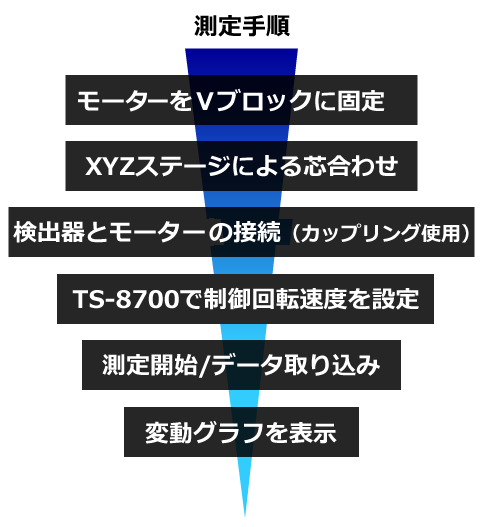
ここでは、コギングトルクを測定するために、TS-8700 トルクステーション Pro を使用し、モータートルク検出器 MT-82*シリーズ に測定したいモーターの軸を接続し、検出器内部のギヤドモーターで軸を 極低速回転させながら測定を行います。検出器内部のギヤドモーターは、0.5 〜 5 r/min (一部機種は 2 ~ 15 r/min)の間で一定回転の制御が指定できるため、安定した再現性の高い測定を行うことが可能となります。

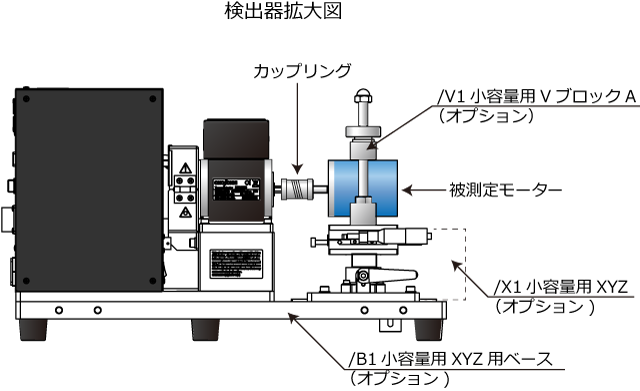
検出器部分(被測定モーター)拡大図
機器構成
| 型名 | 品名 | 備考 | |
|---|---|---|---|
| 1 | TS-8700 | トルクステーション Pro | |
| 2 | MT-82*シリーズ | トルク検出器 | MT-82M*:0 ~ 2 mN・m 用から 0 ~ 20 N・m 用まで13機種 MT-82T*:0 ~ 50 mN・m 用から 0 ~ 20 N・m 用まで9機種 |
| 3 | /X1(オプション) | 小容量用 XYZ | 小容量用XYZステージです |
| 4 | /V1(オプション) | 小容量用VブロックA | Φ30~60 XYZステージ(/X1)で供試体を取り付ける場合のVブロックです。カップリングは別途必要となります。 |
| 5 | /B1(オプション) | 小容量用XYZ用ベース | XYZステージ(/X1)+Vブロック(/V1)で供試体を取り付ける場合のベースです。 |
解析データ例
ポイント
最終更新日:2021/10/25



